Maailmas valitseva energiapuuduse tõttu on üha enam tähelepanu pälvinud energiakulu purustamise protsessis. Alates kõrgsurvevaltsveski tulekust 1980. aastate lõpus on seda kasutatud peamiselt tsemenditööstuses ja üksikutes värviliste metallide kaevandustes. Tsemenditööstus on saanud kasu sellest tõhusast seadmest, mis säästab energiat ja terase tarbimist.
Purustatud maakide hulk metallurgias ja kaevanduses on märkimisväärne ning enamik metallimaake on kõvad ja raskesti peenestavad. Praegu on kuulveskite energiatarbimise, terase tarbimise ja tõhususe probleemid suhteliselt silmatorkavad ning jahvatusmeetod mõjutab tõsiselt ka mineraalide taaskasutamise määra. Kõrgsurvevaltsveskit kasutatakse laialdaselt metallurgias ja mäetööstuses ning see on maailmas juhtival tasemel. See on kodumaiste seadmetootjate viimaste aastate lakkamatu uurimise ja praktika tulemus ning lõplik edu.
HUATE HPGM kõrgsurverullveski tehnilised omadused
HUATE MAGNET
Erinevus kõrgsurverullveski ja traditsiooniliste purustusseadmete vahel
Kõrgsurve valtsveski on vormilt väga sarnane traditsioonilise topeltrullpurustiga, kuid sisuliselt on kaks erinevust.
Üks on see, et kõrgsurverullveski rakendab kvaasistaatilist purustamist, mis säästab umbes 30% energiatarbimisest võrreldes löökpurustamisega;
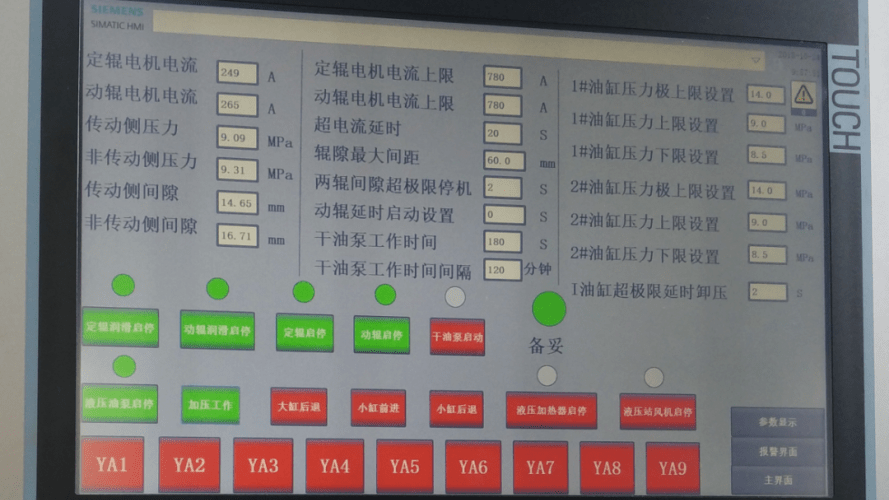
Teiseks rakendab see materjalide materjalikihi purustamist, mis on materjalide ja materjalide vastastikune purustamine, millel on kõrge purustamise efektiivsus, ja materjalide vahelist ekstrusioonipinget saab reguleerida rullisurve abil. Kaks rullikut pöörlevad üksteise vastas, üks on fikseeritud rull ja teine on reguleeritava kaugusega. Rullide vaheline rõhk võib üldiselt ulatuda 1500 kuni 3000 atmosfääri ja purustatud tooted ulatuda 2 mm-ni, mis võimaldab "rohkem purustada ja vähem jahvatada" ning muutub uut tüüpi purustusseadmeteks, mis asendavad jahvatamise purustamisega. Tänu oma võimsale jõule ei peenesta see mitte ainult materjali, vaid lõhub ka materjaliosakeste sisemist struktuuri, parandades seeläbi oluliselt jahvatusvõimet.
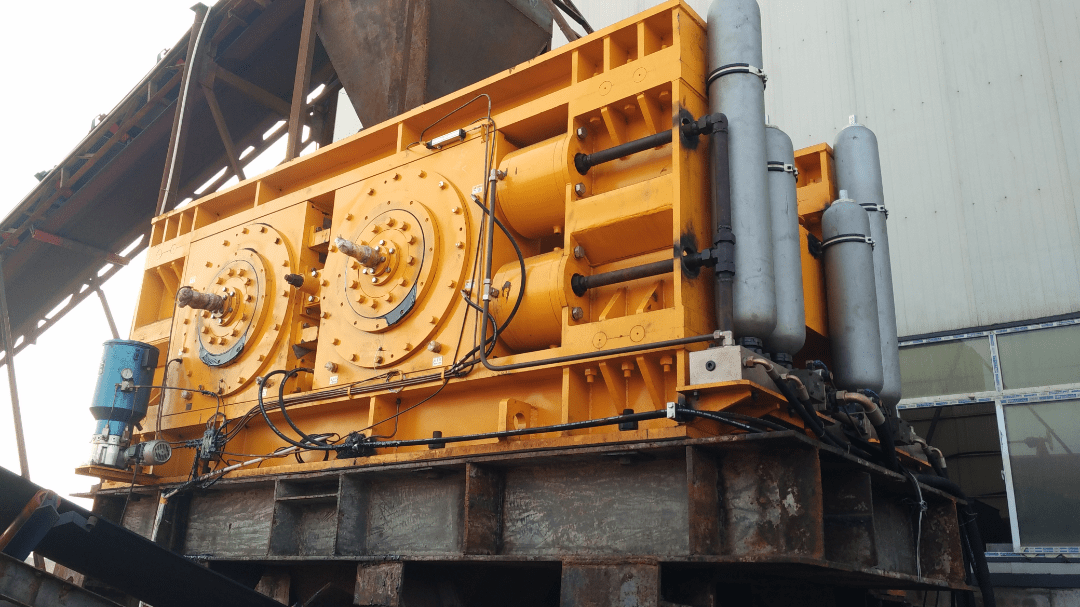
Kõrgsurve valtsveski koosneb elektrilisest etteandeseadmest, materjali blokeerimisseadmest, ajamiseadmest, hüdraulilisest laadimisseadmest, tugiseadmest, dünaamilistest ja staatilistest rullikomponentidest jne.

HUATE HPGM kõrgsurvevaltsveski töökoht
Kõrgsurvevaltsveski tüüpiline protsessivoog rikastamisel
1. Jämeteraline suletud ahelaga valtsveski märgsaba viskamise protsess
Selle masina kasutamisel maagi töötlemisel on jämedateralise suletud ahelaga valtsfreesimise märja saba viskamine tavaline protsess. Järgmine joonis näitab protsessi peamist voolu:
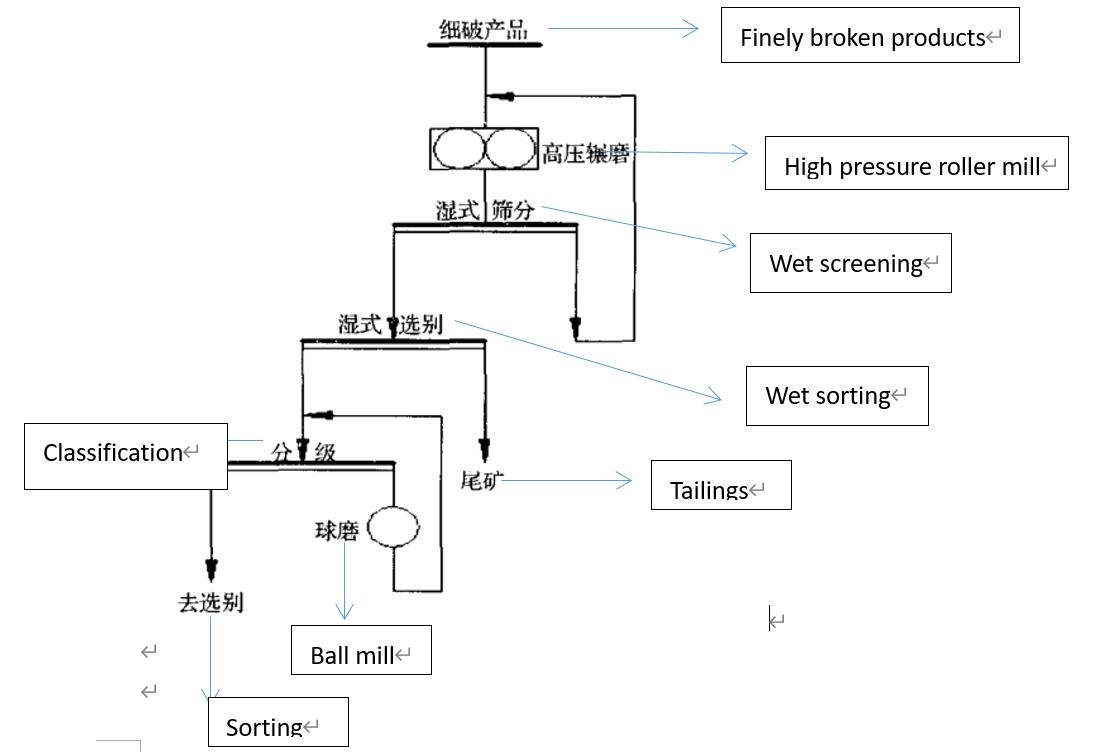
Jämeteralise suletud ahelaga valtsveski märgsaba viskamise protsessi vooskeem
Selle protsessi spetsiifilises rakenduses sõelutakse abrasiivkook peamiselt läbi suletud ahela, nii et kõrgsurvevaltsveskiga töödeldud toote osakeste suurust saab alati reguleerida vahemikus, mis sobib sorteerimiseks ja rikastamiseks väga hästi. , ja lõpuks saavutada saba eelviskamise eesmärk.
1. Suletud ahelaga valtsveski osaline kuuljahvatamine
Paljude tootmistavade ja sellega seotud katsete abil on leitud, et kõrgsurvevaltsveski abil saadud maagitoodetel ei ole mitte ainult peenem osakeste suurus, vaid need suurendavad oluliselt ka mineraalpulbri sisaldust. Nende hulgas võib materjalide sisaldus 0,2 mm piires ulatuda 30–40% -ni, selle peensusega materjal võib enamikul juhtudel vastata maagi sortimise nõuetele, nii et seda tüüpi toodete puhul saab sorteerimistoimingu läbi viia kohe pärast seda klassifitseerides.
Samal ajal on kõrgsurvevaltsveski kasutamisel maagi rikastamiseks ja maagi purustamise tootmiseks kõrvalmaterjali mõjul ekstrusioonikoogi sees väike osa maagi osakesi, mille osakeste suurus on liiga suur. Kui seda osa kasutatakse vahetult jahvatamise või rikastamise ajal, kõikub vastav töövoog tugevasti, mis avaldab teataval määral negatiivset mõju rikastamise tootmisele.
Seetõttu tuleb mehaaniliste seadmete abil rikastamise protsessis selliste probleemide vältimiseks läbi viia materjalikoogi suletud ahelaga tsirkulatsioonisõelumine pärast kõrgsurvevaltsveski ekstrusioonitöötlust. Sel viisil saab toote osakeste suurust koogis rangelt kontrollida, et vältida protsessi kõikumist, mis on põhjustatud liiga suure osakesega maagi sattumisest kuuljahvatamisoperatsiooni. Ja lisage see otse valikuprotsessi. Selline meetod ei võimalda mitte ainult saavutada kuuljahvatamisprotsessis etteantava maagi hulga olulist vähendamist, vaid ka tõhusalt vältida peeneteraliste maakide ülejahvatamist, parandades seeläbi igakülgselt rikastamise tõhusust ja kvaliteeti.
3 Tüüpilise protsessivoo protsessi muud vormid
Lisaks ülaltoodud kahele enimkasutatavale protsessile on valtsveskites rikastatud maakide purustamisel ja tootmisprotsessis mitu levinumat tüüpilist protsessi. Üks neist on avatud ahelaga valtsveski kuulfreesimine täisosakeste suurusklassiga käsitööna.
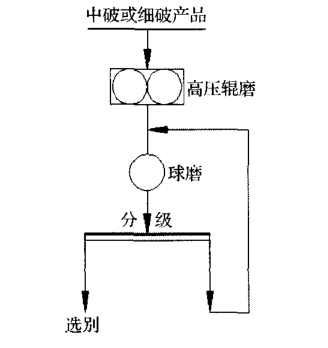
Avatud ahelaga rullveski kuulfreesi protsessi vooskeem
Teine on kuuljahvatamise protsess valtslihvimise vormis servamaterjali ringlusse. Järgmine on selle peamine protsessi vooskeem: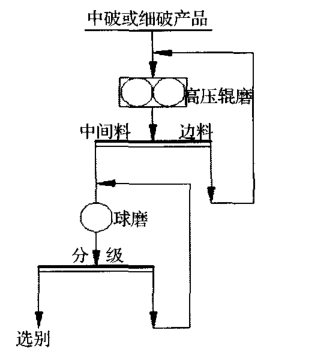
Palli jahvatamise protsessi vooskeem rull-lihvimisserva materjali ringluse kujul
HUATE HPGM kõrgsurvevaltsveski kasutusnäide
HUATE MAGNET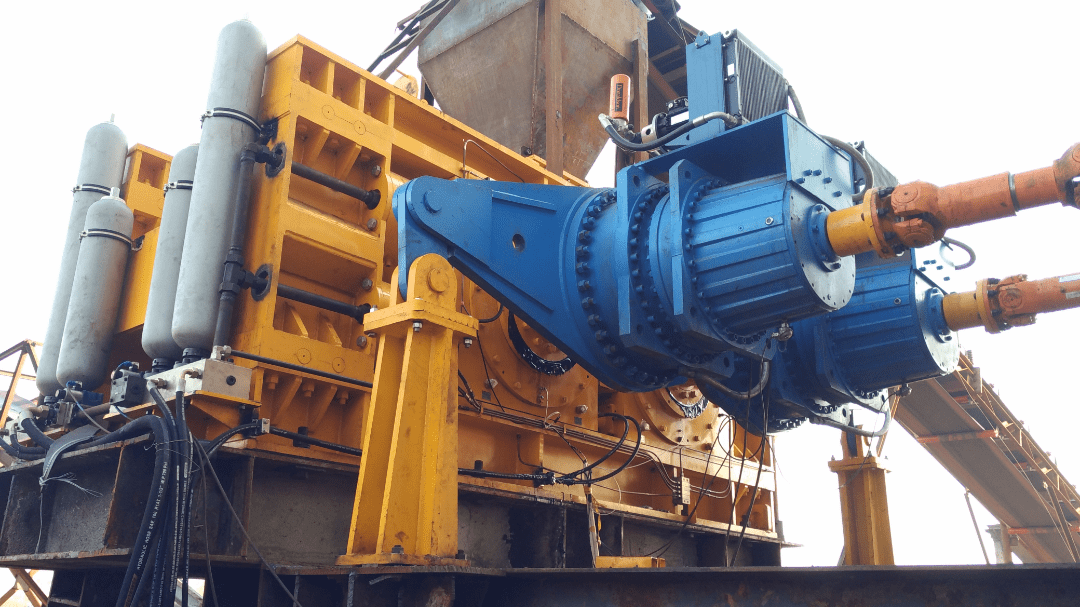

HPGM1480 kõrgsurverullveskit kasutatakse Põhja-Hiinas suures kontsentraatoris
Postitusaeg: juuli-11-2022